19929202010

 发布时间:
2025-12-01
发布时间:
2025-12-01
 来源:
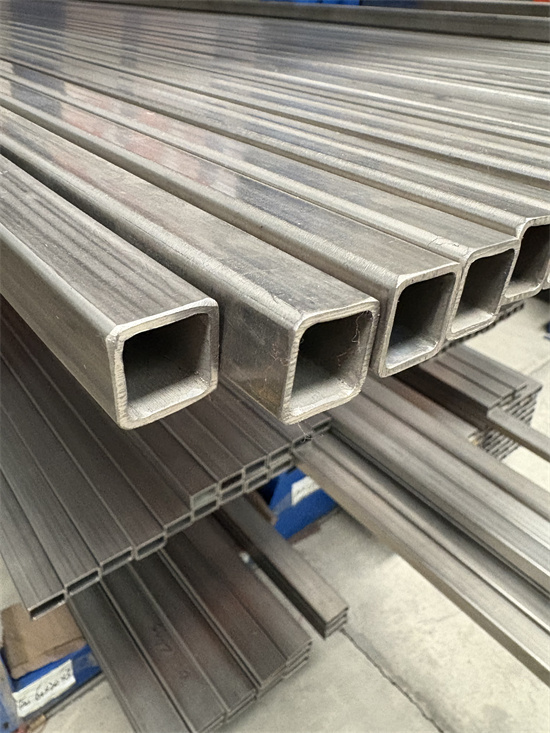
来源: 钛合金是一种典型的难加工材料,其加工难度显著高于许多常见金属如钢和铝。这主要源于其独特的物理和化学特性,导致切削过程中热量积聚、刀具磨损快、加工表面质量难以控制等问题。
钛合金难加工的核心原因 热传导率极低:钛合金的热导率仅为碳钢的1/7左右,切削时约80%的热量无法及时散发,导致切削区温度可高达800–1000℃,引发刀具快速磨损和积屑瘤形成。
加工硬化严重:钛合金在切削力作用下易产生硬化层,表面硬度显著提升,加剧后续切削的刀具磨损,并影响零件疲劳强度。 与刀具亲和性强:钛在高温下易与刀具材料发生化学反应,导致粘结磨损,甚至造成刀具涂层剥落。 弹性模量低:钛合金的弹性模量约为钢的一半,加工时易产生弹性变形,导致“让刀”现象,影响尺寸精度,尤其在薄壁件加工中更为突出。 加工钛合金的关键策略 尽管加工难度大,通过优化工艺仍可实现加工: 刀具选择:采用正前角、锋利刃口的专用刀具(如涂层硬质合金),并优化断屑槽设计以减少热量积聚。 切削参数:控制切削速度(车削30–50 m/min,铣削60–80 m/min),保持恒定进给,避免加工硬化。
冷却润滑:使用高压大流量切削液(70bar以上)或内冷刀具,直接冷却切削区以降低温度。
工艺系统刚性:..机床和夹具具有足够刚性,减少振动对加工质量的影响。
 电话:19929202010
电话:19929202010 邮箱:657425786
邮箱:657425786 地址:陕西省宝鸡市高新开发区宝钛路温泉工业园
地址:陕西省宝鸡市高新开发区宝钛路温泉工业园


 当前位置:
当前位置:

 热门推荐
热门推荐